-
-
-
Tổng tiền thanh toán:
-
Cách Hàn Tig Thông Dụng Nhất Hiện Nay? Hàn Tig Với Que Bù Sao Cho Đẹp?
Ngày đăng: 27/11/2023
Cách Hàn Tig Thông Dụng Nhất Hiện Nay? Hàn Tig Với Que Bù Sao Cho Đẹp?
Kỹ thuật hàn tig hiện nay đang được áp dụng trong các vật liệu hàn yêu cầu mối hàn nào có chất lượng cao, áp dụng cho cả các vật liệu mỏng và kỹ thuật hàn nào tương đối khó. Để hàn đẹp đẽ thì ngoài các kỹ thuật hàn ra còn liên qua đến rất nhiều vấn đề như là Kim hàn, Chỉnh khí hàn, Dòng điện hàn…Bài viết sau đây sẽ giới thiệu đến cho các bạn những kiến thức tổng hợp về cách hàn Tig va những kỹ thuật liên quan khác.
Hàn Tig Là Gì?
Để có thể ứng dụng ngay được những phương pháp kỹ thuật trong cách hàn Tig mà bạn nên tìm hiểu những kiến thức cơ bản về hàn Tig. Hàn TIG (viết tắt cả Tungsten Inert gas) còn có tên gọi khác chính là hàn hồ quang bằng điện cực không bị nóng chảy (tungsten) trong môi trường khí để bảo vệ – GTAW ( Gas Tungsten Arc Welding ) thường được kêu gọi với tên hàn Argon hoặc WIG ( Wonfram Inert Gas).

Hàn Tig hay còn được gọi như là hàn Hồ Quang là phương pháp hàn điện cực về Vonfram trong môi trường bảo vệ của khí trơ, mối hàn sẽ được bảo vệ bằng khí trơ khỏi sự tác động của không khí ở bên ngoài. Hàn Tig được ứng dụng với nguyên lý nóng chảy của kim loại nhờ các nhiệt lượng được tạo ra giữa hai điện cực Vonfram và vật hàn.
Điện cực không nóng chảy, không bị tạo xỉ do không có thuốc hàn, với hồ quang, vũng chảy về quan sát và kiểm soát dễ dàng, các nguồn điện tập trung có nhiệt độ cao.
Hàn Tig có ưu điểm là có thể hàn được kim loại mỏng hoặc dày do các thông số hàn có phạm vi điều chỉnh rộng ( từ vài ampe đến cả vài trăm ampe). Hàn được với hầu hết các kim loại và hợp kim với chất lượng khá cao. Mối hàn sạch đẹp, không hề bị lẫn xỉ và văng tóe. Kiểm soát được cho độ ngấu và hình dạng vũng hàn dễ dàng.
Một số các đặc điểm của máy hàn Tig khác với rất nhiều những loại hồ quang thông thường như sau:
- Những loại máy hàn Mig thông thường được mồi bằng cách ngắt mạch hoặc là rút ra nên dòng mồi hồ quan phải lớn, nhưng trong cách hàn Tig không sử dụng phương pháp mồi này, với dòng điện phải cố định ở trị số chỉnh định.
- Hàn tig sẽ có hệ thống mồi hồ quang bằng điện áp cao với tần số cao
- Mỏ hàn cũng được sử dụng trong hàn Tig là loại mỏ hàn đặc biệt, lắp đặt được một cách điện cực nóng chảy bằng Tungsten, có thêm cả ống dẫn khí, ống dẫn khí được sử dụng thường sẽ là khí Heli hoặc Argon.

Trong hàn Tig ,việc xác định được các vật liệu hàn, tức là sản phẩm mình định hàn là loại gì : sắt, nhôm, thép. Mỗi một loại vật liệu thì ta có một kim loại hàn riêng, tương ứng với cách mài kim loại khác nhau và có màu sắc khác nhau, thường ở thị trường bán cả 2 loại đó là mũi hàn nhôm và sắt thép. Đặc điểm để nhận dạng là trên thân mũi hàn có sơn màu xanh lá cây dùng cho nhôm, và có màu đỏ ở một đầu mũi hàn dùng cho sắt thép. Tùy vào các mục đích hàn mà ta có chọn loại kim hàn cho phù hợp.
Ứng Dụng Thực Tế Của Phương Pháp Hàn Tig
Phương pháp hàn TIG đã được áp dụng trong nhiều lĩnh vực sản xuất, đặc biệt là rất thích hợp trong hàn thép hợp kim cao, kim loại màu và hợp kim riêng của chúng… Phương pháp hàn này thông thường được thao tác bằng tay và có thể tự động hóa được ở hai khâu di chuyển hồ quang và cấp dây hàn phụ. Hàn tig thường được sử dụng trong các lĩnh vực hàng không vũ trụ,trong sản xuất xe không gian… Hàn các tấm mỏng, ống thành mỏng trong các ngành công nghiệp xe đạp. Còn sử dụng trong quá trình phục chế sửa chữa các chi tiết riêng bị hỏng,đặc biệt là các chi tiết làm bằng nhôm và magie .

Hình dạng và các cách mài điện cực có ảnh hưởng quan trọng đến sự ổn định và tập trung của hồ quang hàn. Điện cực được mài trên việc đá mài có cở hạt mịn và mài theo hướng trục như các hình vẽ.

Trước khi hàn ,mũi đầu kim điện cực được chuẩn bị riêng thành 3 dạng: mũi cầu, mũi nhọn hoặc cả mũi tù. Với loại vật liệu mỏng: như hàn vỏ máy Xquang, máy và các thiết bị máy vỏ máy tính, nhất là các chi tiết ở bên trong của một vật liệu nào đó mà rất mỏng, dễ bị thủng hay là dễ bị cháy thì phải mài mũi kim càng nhọn để tập trung nhiệt và các vật hàn nhanh, tránh vật liệu vị thủng hay bị sùi, biến dạng.
Một số các kỹ thuật hay được sử dụng khi hàn các vật liệu mỏng, thậm chí đó là rất mỏng. Chỉnh điện cho việc phù hợp trước hàn vật liệu mỏng thì các bạn nên hàn thử ra một miếng vật liệu bỏ đi nào đó, có cùng loại với vật liệu mình chuẩn bị hàn. Sau khi đã điều chỉnh điện chuẩn và khí chuẩn thì bạn bắt đầu hàn. Ở phần sau thì chúng tôi sẽ chỉ cho các bạn biết cách hàn vật liệu mỏng khác bằng phương pháp hàn tig như thế nào.
Các Bước Hàn Tig Cơ Bản
Ngày nay ở ngay trên thị trường có rất nhiều loại máy hàn khác nhau. Máy hàn tig hiện tại đang được nhiều người ưu chuộng. Tuy nhiên, kỹ thuật hàn Tig cũng là tương đối khó, luôn luôn yêu cầu mối hàn có chất lượng cao. Sau đây sẽ chính là một vài điều cần lưu ý cơ bản khi sử dụng máy hàn Tig.
Nếu mới đang trong quá trình tập hàn Tig bạn nên chọn vật hàn dày để dễ hàn và cũng dễ dàng kiểm soát mối hàn hơn. Để mối hàn đẹp, ngoài các kỹ thuật bạn cần lưu ý đến dòng điện hàn chỉ khoảng 50A, kim hàn và que bù…
Lưu ý: Bạn sẽ cần phải kiểm soát khoảng cách từ kim hàn đến các vật hàn hồ quang được ổn định. Trong quá trình hàn, tư thế đang ngồi thoải mái, 2 tay không nên tỳ vào bàn hàn.

Sử dụng máy hàn Tig hiện nay sẽ bao gồm 6 bước cơ bản:
Bước 1: Xác định các vật liệu hàn để chọn kim hàn
Tùy vào đúng từng mục đích khác nhau để chọn kim hàn khác nhau
- Vật liệu hàn: bao gồm sát, nhôm, thép, các vật liệu cứng khác
- Kim hàn riêng tương ứng: Mũi hàn cho nhôm (mũi hàn riêng có màu xanh lá cây), mũi hàn riêng cho các vật liệu khác (mũi hàn có màu đỏ).
Bước 2: Điều chỉnh dòng hàn (Gồm có 3 thông số)
- Dòng điện hàn hồ quang
- Lưu lượng khí bảo vệ.
- Lưu lượng khí làm mát.
Tùy vào từng vào vật liệu hàn mà điều chỉnh dòng hàn riêng khác nhau để phù hợp với tốc độ di chuyển mỏ hàn và tăng cao cho tuổi thọ máy hàn.
Bước 3: Kiểm tra lại đầy đủ các phụ kiện nối với máy hàn

Cấu tạo phù hợp của máy hàn Tig bao gồm nhiều mối nối giữa thiết bị cung cấp, máy hàn và các mỏ hàn. Khi nối thiết bị hàn sẽ cần phải cẩn thận kiểm tra theo các bước sau:
Cấu tạo của chiếc máy hàn Tig bao gồm nhiều mối nối giữa thiết bị cung cấp, máy hàn và các mỏ hàn. Khi nối thiết bị hàn sẽ cần phải cẩn thận kiểm tra lại giống như các bước trên. Cấu tạo của các máy hàn Tig bao gồm nhiều mối nối giữa thiết bị để cung cấp, máy hàn và mỏ hàn. Khi nối thiết bị hàn cần phải chọn cẩn thận kiểm tra lại giống như các bước trên.
- Van giảm áp và cách lưu lượng kế đo khí bảo vệ.
- Đảm bảo máy đã tắt & các loại van đã đóng hoàn toàn mới được tiến hành nối thiết bị.
- Tất cả các loại mối nối phải sạch & kín.
- Cáp dẫn phải đặt ở nơi thoáng mát và an toàn.
Bước 4: Một số các thao tác cơ bản trước khi tiến hành hàn
- Mỏ hàn đặt cách xa vật hàn.
- Mở van chứa dung dịch làm mát.
- Mở từ từ van khí.
- Cầm mỏ hàn ở trong tay rồi hãy bật máy.
- Kiểm tra lại các đường nước đã bật khi đã bật máy.
- Khi máy đã bật, kiểm tra lại luồng khí bằng cách bật tắt van khí.
- Điều chỉnh lưu lượng.

Bước 5: Thực hiện quá trình hàn
Gây hồ quang (Gồm 3 phương pháp giúp gây hồ quang phụ)
- Quẹt: quẹt điện cực vào các vật hàn, chỉ đối với vật hàn mỏng và vật hàn sẽ bị thủng.
- Chạm nhấc: Khi chạm điện cực xuống thì sẽ bấm công tắc nhấc lên thì tạo hồ quang nhưng lại khó mồi hồ quang.
- Mồi hồ quang cao tần: Dùng tần số cao tạo ra các điện áp, cách này thường được áp dụng chủ yếu.
Mô tả:
- Mỏ hàn sẽ phải được giữ nghiêng khoảng 20 độ so với chiều dọc và để nghiêng theo chiều sao cho đầu que hàn nghiêng theo hướng hàn.
- Góc nghiêng ở ngay giữa mỏ và que bù thường là 90 độ.
- Khoảng cách giữa các đầu que hàn và vật hàn khoảng 1-1.5 lần đường kính que hàn.
Bước 6: Tắt thiết bị hàn khi đã kết thúc quá trình hàn vật liệu
Sau khi các quá trình hàn được hoàn thiện, bạn cần phải nắm rõ các quy trình đã tắt máy để sử dụng máy một cách an toàn và hiệu quả.
- Đặt mỏ hàn ở nơi an toàn.
- Đóng chặt van khí đã bảo vệ trên chai khí.
- Ngắt nguồn dung dịch để làm mát.
- Mở van xả nước ở trên máy để nước thoát hết ra ngoài.
- Ngắt nguồn máy hàn
Để mối hàn Tig của mình đạt được chất lượng và thẩm mỹ, trong quá trình hàn lại bạn phải để ý rất nhiều thứ vì vậy bạn nên tập từng kỹ năng đang hàn. Đầu tiên bạn nên thực hành phù hợp với kỹ năng duy trì chiều dài hồ quang, tiếp theo là thao tác di chuyển cách mỏ hàn.

Khi bạn đã thành thục 2 kỹ năng hàn trên, bạn nên luyện lập với hồ quang và giữ vững được hàn có kích thước ổn định. Và cuối cùng là có thể sử dụng que bù, đưa que, chấm que vào vũng hàn. Như vậy, khi các bạn thành thục hết các kỹ năng trên bạn sẽ có thể tạo được mối hàn chất lượng đảm bảo độ thẩm mỹ cao.
Hướng Dẫn Những Kỹ Thuật Hàn Tig Thông Dụng Hiện Nay
Kỹ Thuật Hàn Đính Bằng Hàn Tig
Thực hiện các mối đính bình thường, để điện cỡ 120A, đeo mặt nạ, một tay sẵn sàng để cầm que bù. Thực hiện bấm mỏ hàn sau khi bạn đã chụp xong mặt nạ,ngoáy nhẹ mỏ hàn lên xuống, có mục đích để không tập trung nhiệt tránh thủng phôi hàn, bàn tay trái tra nhẹ que hàn vào đầu kim hàn, trong lúc này hồ quang sẽ chảy ra tạo thành vết hàn đính.
Khi đã kết thúc hàn đính nhớ up mỏ hàn tại nguyên vị trí một chút để có lượng khí còn lại dưỡng mối đính tốt hơn. Với các mối hàn đính thời gian diễn ra rất nhanh,cỡ khoảng 4 giây.
Trường hợp đính các vật liệu cực mỏng cỡ 0.6-0.8mm: Khi đính phôi hàn đính cực mỏng bạn không thể áp dụng phương pháp trên được vì như thế thì sẽ thủng ngay phôi hàn.
Giải pháp đó là mài nhọn kin hàn,sau đó chi thụt kim hàn ngang với chụp khí (Không thể để mũi kim hàn thò ra ngoài), để cho các dòng điện cao tầm 170A rồi úp vuông góc mỏ hàn vào các chỗ cần đính,nhớ ước lượng đúng vị trí kim hàn vào các vết đính. Sau đó bấm mỏ hàn, chú ý nên bấm nhanh rồi thả ra,không được giữ công tác mỏ hàn.
Bạn sẽ có thể thấy mối đính nhỏ và đẹp ,không bị cháy phôi hàn. Lưu ý khi bạn hàn phôi mỏng rất dễ thủng nên bạn cần thực tập thật kỹ phương pháp này cho thuần thục trước khi bắt tay vào hàn sẩn phẩm
Kỹ Thuật Hàn Tig Không Có Que Bù Hoăc Que Bù Tự Chế
Phương pháp này áp dụng được cho các vật liệu rất mỏng như là các chi tiết trong cả xe máy,vỏ các loại máy chụp X- quang,thiết bị ý tế…Lúc này thì các mối hàn yêu cầu cao,không được phép biến dạng hay được xùi vào phía trong vật liệu. Nếu như trường hợp này dùng que hàn thì yêu cầu phải để các dòng diện cao (it nhất là 30A),vì nếu nhiệt độ nhỏ hơn thì que bù sẽ có thể không chảy được. Và với dòng điện như vậy thì sẽ làm biến dạng vật liệu hàn và làm sản phẩm không đạt tiêu chuẩn. Có được các giải pháp hàn như sau: Với các mối hàn phẳng và cách hàn 2 tấm kim lọai với nhau
Hàn 2 Tấm Kim Loại Mỏng
Thường thì những vật liệu mỏng hay rất mỏng thì yêu cầu cho chiều dài mỗi mối hàn yêu cầu là không dài (khoảng 3 đến 5cm). Có thể bạn sẽ để điện cỡ 100A,lượng khí để khoảng 5cfh. Sau đó sẽ dùng phương pháp hàn ngoáy góc đi tay thật cũng đều và nhanh. Nếu chiều dài các mối hàn lớn một chút bạn nên dùng phương pháp bù que. Với loại que bù nào bình thường loại nhỏ nhất là 1.6mm, không thể nào sử dụng để làm que bù trong trường hợp này.
Trường Hợp Hàn Với Các Chi Tiết Ngoài
Với những chi tiết nào mỏng yêu cầu hàn ngoài và không được làm chảy hồ quang hay là biến dạng phôi hàn .Ví dụ: hàn vỏ máy, các vỏ xe máy, vỏ máy điều hòa, máy photo….

Giải pháp đó là bạn không thể dùng phương pháp hàn ngoáy trong trường hợp này bởi vì ít góc và điểm tựa để thực hiên,các bạn nên chọn sử dụng phương pháp cầm mỏ hàn theo kiểu cầm bút, hay là cầm đũa vậy ..cũng có thể cầm theo một kiểu bình thường nhưng dù kiểu nào thì cũng phải chú ý thả lỏng tay và chuẩn bị cho tay thật đều.
Tạo ra một tư thế thoải mái nhất khi hàn. Ban đầu khi chưa quen phuong pháp hàn này, bạn hãy chon cho mình một điêm tựa để hàn, có thể là đầu gối, có thể là mép bàn tùy vào việc bạn lựa miễn sao thoải mái để có thể thực hiện đường hàn.
Kỹ Thuật Hàn Tig Với Que Bù Chuẩn
Với các loại vât liệu nào dày thì bạn hàn bình thường chỉ chú ý đến chỉnh điện và cả lượng khí. Vật liệu càng dày thì chỉnh độ điện càng cao và lượng khí dưỡng phải càng lớn, tương tự với dòng điện càng lớn, có mối hàn càng lớn thì phải chọn que bù lớn để có thể dễ lấp đầy mối hàn..

Với các loại vật liệu nào dày thì dễ hàn hơn,đa phần dùng phương pháp hàn ngoáy cùng với các trường hợp, với trường hợp mà mỏ hàn phẳng không có góc,nếu chưa giói kiểu ngoáy cổ tay thì bạn cũng có thể chọn dùng kiểu đi bình thường có thể để cho các mỏ hàn chạy theo kiểu răng xưa hay kiểu số 8…
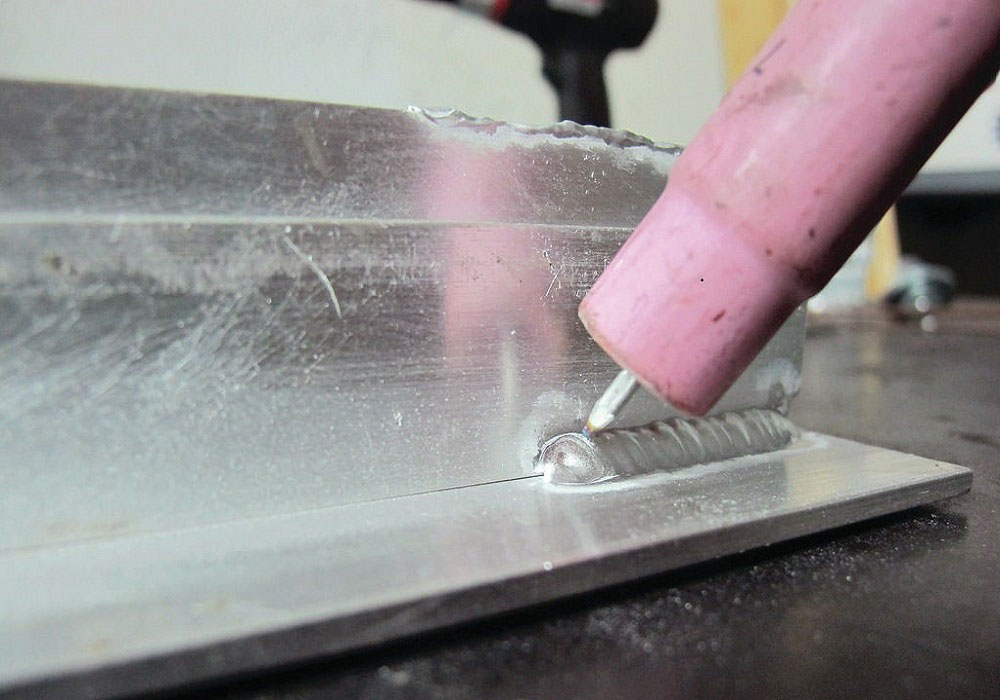
Khoảng cách giữa các điện cực và vật hàn vào khoảng 2mm, người thợ này cũng đã ước lượng khoảng cách bằng cách chạm vào vật hàn rồi thực hiện kéo mỏ hàn lên 1 khoảng sau đó mới bật các công tắc hàn (Ở đây dùng máy hàn đang có bộ phát cao tần để mồi hồ quang).
Mồi Hồ Quang
Sau khi các mồi hồ quang, mỏ hàn được giữ cố định trong vài giây để tạo vũng hàn đã nóng chảy, kích thước vũng hàn sẽ quyết định bề rộng của các mối hàn sau này. Vũng hàn nóng chảy càng lớn dẫn đến bề rộng và độ ngấu lớn, ngược lại vũng chảy nhỏ thì các bề rộng và độ ngấu nhỏ hơn.
Bạn có thể nhìn thấy được đầu của kim hàn được phản chiếu trong vũng hàn. Chiều dài của hồ quang có thể phán đoán qua khoảng cách giữa đầu kim hàn và cả hình chiều của nó trên vũng hàn. Khi bạn đã thành thạo, người thợ có thể xác định được với chiều dài hồ quang qua chiều rộng và chiều cao của nó.
Cách Thêm Que Bù Tig
Khi thêm que bù thì bạn không được cho đầu que vào tâm vũng hàn như vậy sẽ làm các cho que bù bị chảy và vón cục trên mối hàn, chỉ chấm phần đầu que vào mép của vũng hàn (kim loại nóng chảy ở trong vũng hàn sẽ làm nóng chảy đầu que). Que phụ cũng sẽ làm nguội phần nào vũng hàn. Que bù sẽ phải luôn để gần mỏ hàn (trong vòng bảo vệ của khí trơ) để tránh việc bị nguội và bị oxy hóa.
Kết Thúc Đường Hàn
Khi kết thúc các đường hàn, mỏ hàn cần lùi lại sau một chút sau đó mới tắt công tắc hàn (hoặc là nhả công tắc). Giữ mỏ hàn tại vị trí ở đó cho đến khi ra hết khí. Khí này có chức năng bảo vệ được kim hàn và vũng hàn nóng chảy.
Để trở thành một thợ hàn giỏi bạn phải cố gắng học tập không ngừng nghỉ, tập luyện cổ tay, luyện chỉnh dòng điện, chỉnh khí và thêm các tư thế hàn khó. Đến khi bạn trở thành một thợ hàn giỏi bạn sẽ thấy nó thật tuyệt vời…

Bài viết đã trình bày với các bạn về kỹ thuật cách hàn Tig thông dụng nhất hiện nay. Hy vọng có thể giúp ích cho các bạn trong toàn bộ quá trình làm việc.






