-
-
-
Tổng tiền thanh toán:
-
12 Nguyên nhân gây mối hàn lỗi và cách khắc phục
Ngày đăng: 02/04/2024
Hiểu và ngăn ngừa các khuyết tật hàn thường gặp
Hàn đòi hỏi độ chính xác, nhưng ngay cả thợ hàn lành nghề cũng có thể gặp phải khuyết tật (Mối hàn lỗi). Hiểu các vấn đề hàn phổ biến là rất quan trọng để đảm bảo kết quả chất lượng cao. Dưới đây là một số khuyết tật hàn thường gặp và cách khắc phục.
Thiếu phản ứng tổng hợp
Khi hai mảnh kim loại được hàn lại với nhau, chúng sẽ tan chảy và liên kết tại giao diện để tạo ra một mối nối chắc chắn. Nếu kim loại mối hàn không hợp nhất hoàn toàn với kim loại cơ bản hoặc lớp mối hàn trước đó, nó có thể dẫn đến các mối nối yếu và không đáng tin cậy. Điều này được gọi là thiếu phản ứng tổng hợp, và nó xảy ra khi không đủ nóng chảy và liên kết. Để tránh vấn đề này, điều cần thiết là phải chuẩn bị khớp đúng cách và sử dụng kỹ thuật và thông số hàn chính xác.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Chuẩn bị khớp quá hẹp | Đảm bảo rằng việc chuẩn bị chung đủ rộng |
| Góc đuốc / điện cực không chính xác | Đảm bảo rằng góc ngọn đuốc / điện cực sẽ tạo ra phản ứng tổng hợp tường bên đầy đủ |
| Dòng điện quá cao hoặc tốc độ hàn quá thấp, tạo ra một hồ hàn ngập lụt phía trước hồ quang, dẫn đến sự thâm nhập không đủ | Chọn các thông số hàn (dòng hàn cao, chiều dài hồ quang ngắn và tốc độ hàn không quá cao) thúc đẩy sự thâm nhập đủ mà không gây ngập lụt |
| Tạp chất trên mặt khớp | Làm sạch mặt khớp |
| 'Hàn xuống dốc' | Sử dụng hàn thẳng đứng |
| Hồ quang quá dài / điện áp quá cao | Sử dụng hồ quang ngắn hơn / điện áp ít hơn |
| Đầu vào nhiệt quá thấp | Tăng nhiệt đầu vào |
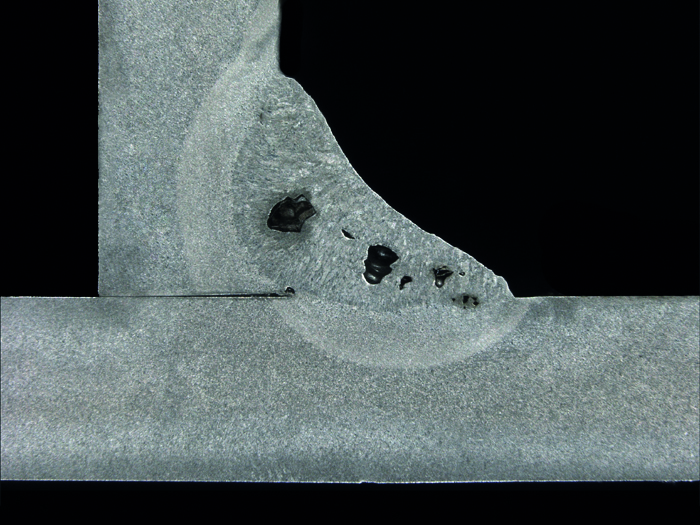
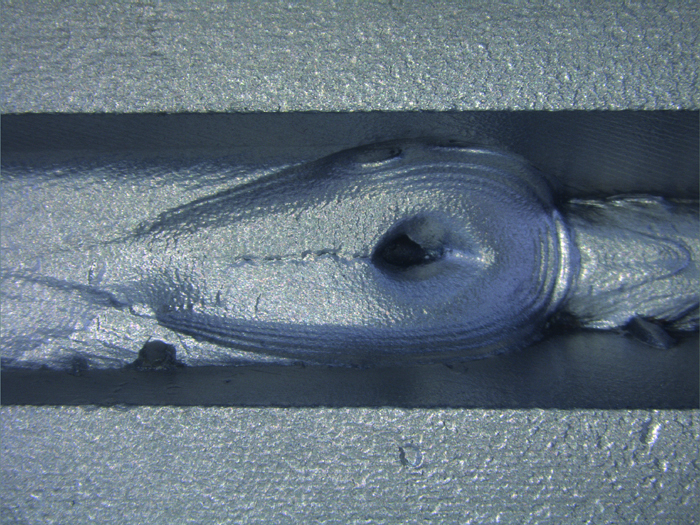
Độ xốp
Độ xốp hàn đề cập đến việc hình thành các túi khí nhỏ hoặc lỗ chân lông làm suy yếu mối hàn. Những lỗ chân lông này xảy ra khi các khí không mong muốn bị mắc kẹt trong vũng hàn nóng chảy. Để tránh độ xốp, điều quan trọng là phải duy trì che chắn khí tốt, đảm bảo làm sạch đúng cách các mặt khớp và sử dụng các thông số hàn chính xác.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Che chắn khí kém | Bịt kín bất kỳ rò rỉ không khí nào, giảm bất kỳ tốc độ dòng khí quá cao nào, tránh nhiễu loạn hồ hàn và gió lùa |
| Một điện cực ướt | Làm khô điện cực |
| Các tạp chất trên mặt khớp, chẳng hạn như rỉ sét, sơn lót | Làm sạch mặt khớp |
| Hồ quang quá dài / điện áp cao | Giảm điện áp |
| Đầu vào nhiệt quá thấp | Sử dụng nhiệt đầu vào cao hơn |
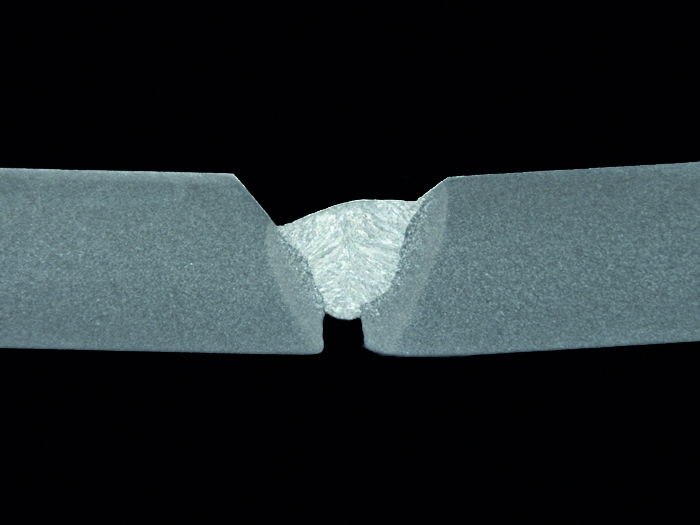
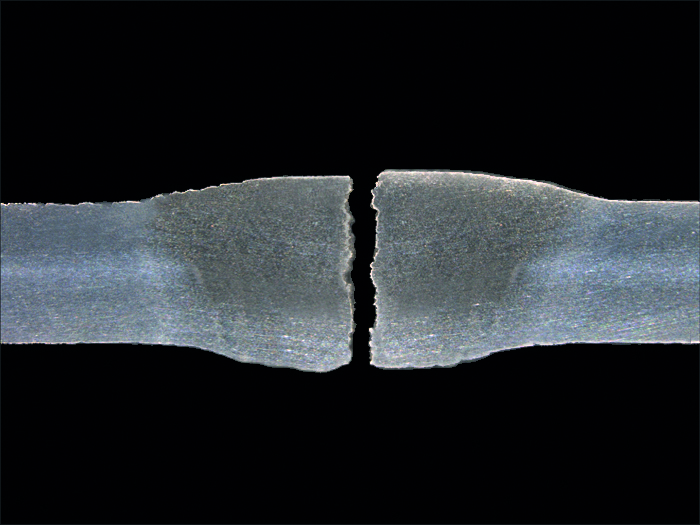
Thiếu thâm nhập
Thiếu sự thâm nhập trong hàn là một thuật ngữ được sử dụng để mô tả một khuyết tật trong đó kim loại mối hàn không mở rộng hoàn toàn độ dày mối nối. Khiếm khuyết này có thể làm suy yếu khớp và tăng nguy cơ thất bại tiềm ẩn. Để tránh điều này, điều quan trọng là phải điều chỉnh các thông số và kỹ thuật hàn để đảm bảo mối hàn thâm nhập hoàn toàn vào kim loại cơ bản.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Thiết kế hoặc chuẩn bị khớp kém | Mở rộng mở gốc hoặc giảm kích thước của mặt gốc |
| Chiều dài vòng cung quá dài | Hàn với hồ quang ngắn hơn / giảm điện áp |
| Đường kính điện cực quá lớn | Sử dụng điện cực nhỏ hơn |
| Tốc độ hàn quá cao | Giảm tốc độ hàn |
| Đầu vào nhiệt quá nhỏ | Tăng nhiệt đầu vào |
Cắt xén
Undercut trong hàn là một khiếm khuyết xảy ra khi một rãnh hoặc vết lõm chạy dọc theo ngón chân của mối hàn. Điều này xảy ra khi kim loại phụ không lấp đầy đúng vật liệu cơ bản nóng chảy. Kết quả là, đế của mối hàn có hình dạng lõm. Thật không may, lỗ hổng này làm giảm tính toàn vẹn cấu trúc của mối hàn, khiến nó dễ bị nứt và hỏng hóc hơn.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Hồ quang / điện áp quá dài | Giảm điện áp |
| Góc điện cực không chính xác | Sử dụng các góc điện cực thích hợp |
| Dệt quá nhiều điện cực | Thực hiện chuyển động dệt đúng cách, bằng cách tạm dừng ở mỗi bên của hạt hàn |
| Dòng điện quá cao | Giảm hiện tại |
| Độ dày cổ họng quá lớn | Sử dụng hàn multipass |
Các vết nứt miệng núi lửa và ống miệng núi lửa
Các vết nứt miệng núi lửa xảy ra khi hồ hàn nguội đi quá nhanh. Những vết nứt này làm cho mối hàn yếu hơn và dễ bị hỏng hơn. Chúng thường lan ra ngoài từ cuối miệng hố hàn. Mặt khác, ống miệng núi lửa là những khuyết tật xuất hiện ở cuối mối hàn khi hồ quang hàn dừng lại. Chúng có thể là vết lõm nông hoặc lỗ chân lông thon dài. Ống miệng núi lửa hình thành do các kỹ thuật như đột ngột dừng cấp dây hoặc sử dụng các phương pháp tự sinh (như hàn TIG). Các kỹ thuật và thông số hàn thích hợp, cùng với việc thêm vật liệu độn vào cuối mối hàn, có thể giúp ngăn ngừa các loại vết nứt này.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Kỹ thuật dừng không chính xác | Dừng hàn bằng cách di chuyển hồ quang về phía sau một chút hoặc sang phía rãnh |
| Hóa rắn nhanh chóng của một hồ hàn lớn khi tắt dòng hàn | Giảm dần dòng hàn, để giảm kích thước bể hàn |
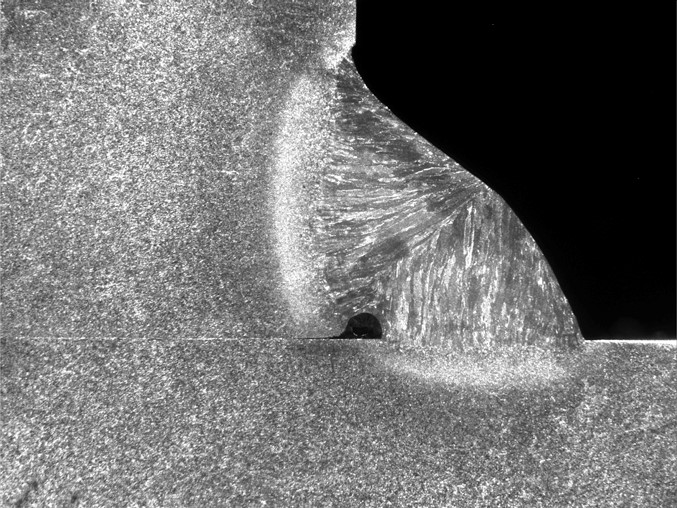
Vùi xỉ
Vùi xỉ là một loại khuyết tật hàn thường xuyên phát sinh khi xỉ, một sản phẩm phụ của hàn, bị mắc kẹt bên trong mối hàn. Điều này có thể gây ra một loạt các vấn đề về hiệu suất trong thời gian dài. Để tránh vấn đề này, làm sạch kỹ lưỡng và sử dụng kỹ thuật hàn thích hợp là rất quan trọng.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Khoảng trống gây ra bởi sự chồng chéo không đầy đủ của hai hạt hàn liền kề | Sử dụng kích thước và góc điện cực chính xác, đồng thời sử dụng các kỹ thuật hàn tạo ra các hạt hàn mịn |
| Loại bỏ xỉ không đủ | Loại bỏ tất cả xỉ giữa các lần chạy |
| Đầu vào nhiệt quá thấp | Tăng nhiệt đầu vào |
| Xỉ ngập lụt trước vòng cung | Nhắm hồ quang về phía hồ hàn |
| Khớp quá hẹp | Tăng góc khớp |
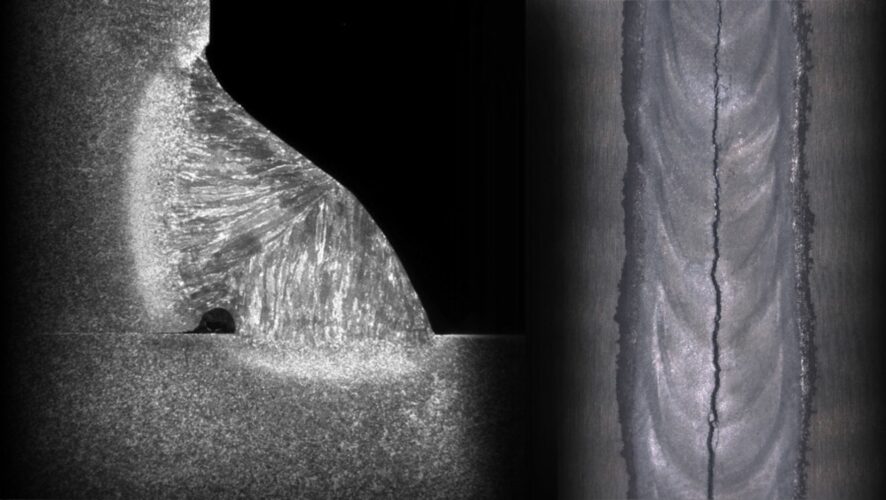
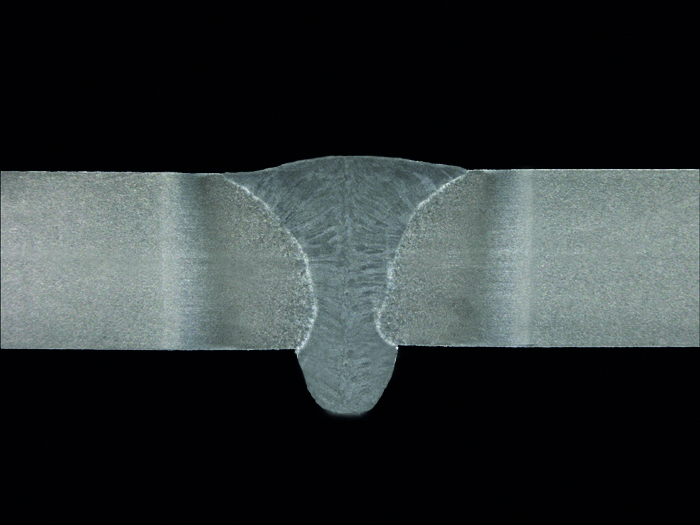
Thâm nhập quá mức
Sự thâm nhập quá mức trong hàn đề cập đến tình huống khi kim loại hàn thâm nhập sâu hơn vào kim loại cơ bản so với dự định. Để quản lý mức độ thâm nhập, kiểm soát nhiệt đầu vào và tốc độ hàn là rất quan trọng. Hiện tượng này đặc biệt quan trọng trong hàn ống, vì nó có thể tác động đến dòng chất lỏng và gây ra các vấn đề xói mòn và ăn mòn.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Đầu vào nhiệt quá cao cho khớp | Giảm nhiệt đầu vào |
| Khoảng cách không khí quá lớn | Sử dụng khe hở không khí nhỏ hơn |
| Mặt rễ quá nhỏ | Phóng to mặt gốc |
Bắn tung tóe
Trong quá trình hàn, những giọt kim loại nóng chảy nhỏ có thể phân tán từ bể hàn và dính vào các bề mặt khác nhau. Điều này được gọi là bắn tung tóe, và nó có thể ảnh hưởng tiêu cực đến cả sự xuất hiện và chất lượng của mối hàn. Nguyên nhân chính của bắn tung tóe là hồ quang hàn không ổn định. Để giảm bắn tung tóe, điều quan trọng là phải tinh chỉnh các thông số hàn và có khả năng điều chỉnh lưu lượng khí hoặc hỗn hợp. Bằng cách quản lý hiệu quả bắn tung tóe, bạn có thể đảm bảo rằng các mối hàn của bạn có chất lượng cao và hấp dẫn trực quan.

| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Thông số hàn không phù hợp | Điều chỉnh các thông số hàn |
| Hồ quang quá dài / điện áp quá cao | Hàn với hồ quang ngắn hơn / giảm điện áp |
| Điện cực ướt, không sạch hoặc hư hỏng | Sử dụng các điện cực khô và không bị hư hại |
| Các tạp chất trên mặt nhiệt hạch hoặc trong vật liệu độn - ví dụ: rỉ sét | Nghiền các mặt hợp nhất, và sử dụng vật liệu phụ sạch |
| Thổi hồ quang từ | Thay đổi vị trí của kẹp hồi đất / hàn về phía kẹp / uốn cong thanh / ngọn đuốc theo hướng của cú đánh |
| Phân cực không chính xác | Thay đổi cực tính |
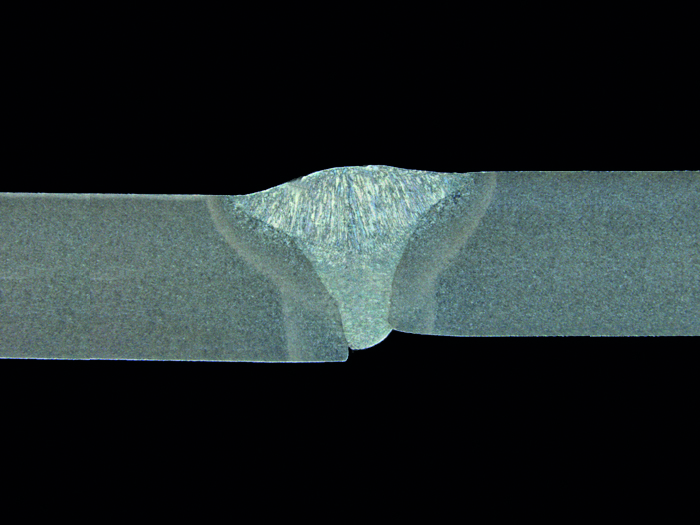
Sai lệch tuyến tính (Không khớp)
Sự sai lệch tuyến tính trong hàn là một khiếm khuyết xảy ra khi các cạnh của mối hàn không được căn chỉnh chính xác theo một đường thẳng. Điều này dẫn đến sai lệch hoặc bù dọc theo chiều dài của hạt hàn. Để giảm thiểu khuyết tật này, điều quan trọng là phải sử dụng các kỹ thuật cố định và căn chỉnh thích hợp và tuân thủ các quy trình hàn.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Phù hợp với thành phần kém trước khi hàn | Thực hiện công việc lắp khớp một cách chính xác |
| Biến dạng trong quá trình hàn | Cố định cứng nhắc các bộ phận được hàn tại chỗ và sử dụng trình tự hàn chính xác |
| Phá vỡ tắc trong quá trình hàn | Thực hiện hàn tack đúng cách |
| Dung sai không chính xác của các thành phần hàn | Kiểm tra dung sai |
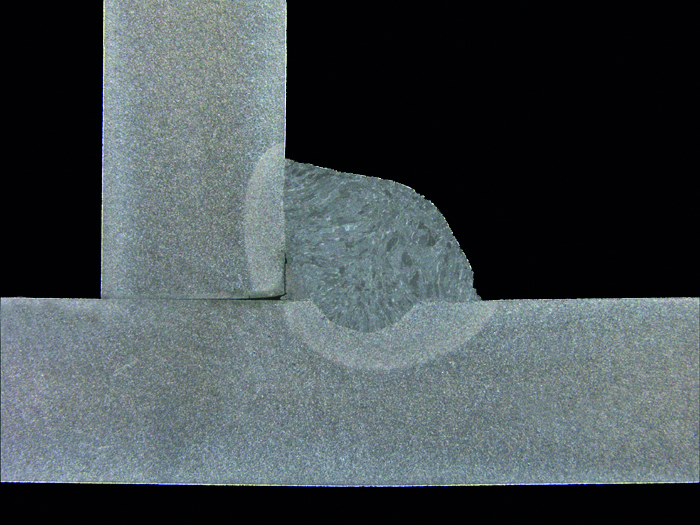
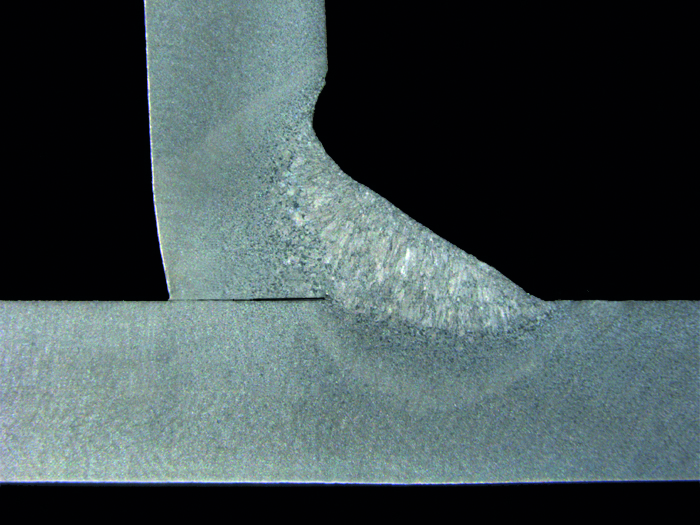
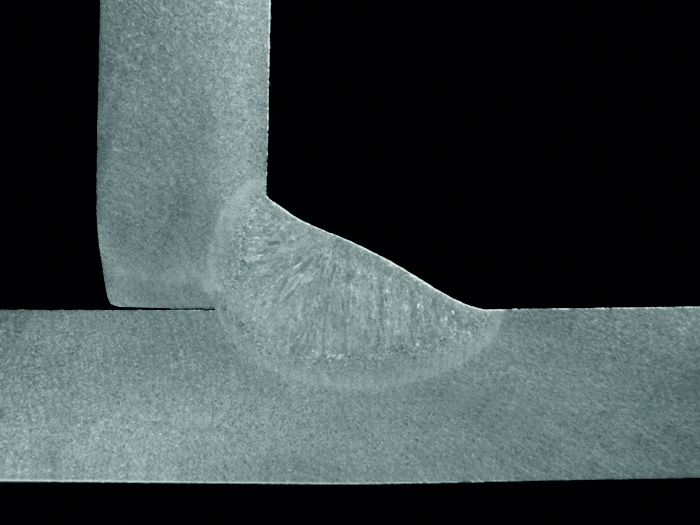
Không đối xứng mối hàn phi lê quá mức
Sự bất đối xứng mối hàn phi lê quá mức trong hàn xảy ra khi hai chân của mối hàn phi lê không có chiều dài bằng nhau, dẫn đến sự phân bố vật liệu hàn không đều. Sự mất cân bằng này có thể ảnh hưởng đến tính toàn vẹn cấu trúc và sức mạnh của mối hàn. Sự bất đối xứng này có thể ảnh hưởng đến khả năng chịu được tải trọng và ứng suất của mối hàn như dự định, có khả năng dẫn đến hỏng hóc hoặc biến dạng sớm trong điều kiện hoạt động.
Hơn nữa, sự bất đối xứng mối hàn phi lê quá mức đề cập đến tình trạng hình dạng của mối hàn phi lê lệch đáng kể so với thiết kế lý tưởng hóa mong muốn. Mối hàn phi lê thường được sử dụng để nối hai thành phần ở góc 90 độ và được đặc trưng bởi tiết diện hình tam giác của chúng.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Góc đuốc / điện cực không chính xác | Sử dụng đúng góc ngọn đuốc / điện cực |
| Hồ hàn quá lớn | Giảm tỷ lệ lắng đọng |
| Thổi hồ quang từ | Di chuyển kẹp hồi đất, sử dụng hồ quang ngắn nhất có thể, giảm dòng hàn, góc mỏ hàn / điện cực đối diện với hướng thổi hồ quang và / hoặc sử dụng nguồn điện xoay chiều |
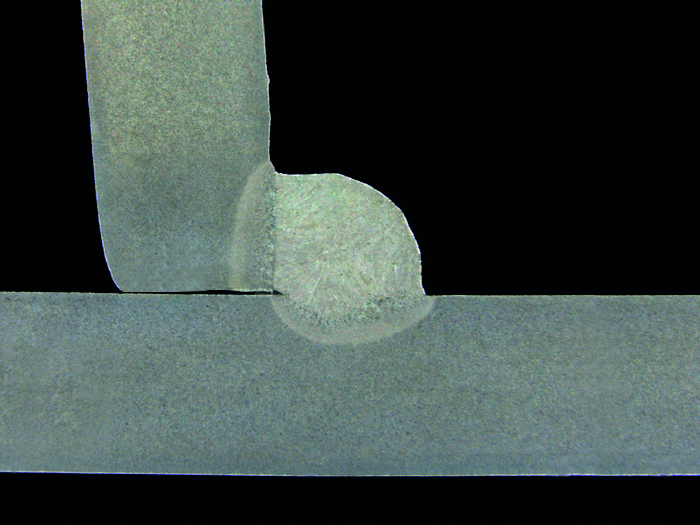
Kim loại hàn thừa (cốt mối hàn)
Kim loại mối hàn dư thừa, còn được gọi là cốt thép mối hàn, xảy ra khi khối lượng kim loại hàn lắng đọng trong mối nối vượt quá mức cần thiết cho cường độ và đường viền dự định của mối hàn. Mặc dù một số cốt thép thường được yêu cầu để bù đắp cho sự co ngót của mối hàn và đảm bảo mối hàn đủ mạnh, kim loại mối hàn quá mức vượt quá mức này, dẫn đến sự tích tụ có thể ảnh hưởng đến các khía cạnh thẩm mỹ và chức năng của mối hàn. Sự dư thừa này có thể dẫn đến tăng nồng độ ứng suất, trọng lượng không cần thiết và lãng phí vật liệu, cũng như những khó khăn tiềm ẩn trong việc đáp ứng dung sai kích thước và có thể ảnh hưởng đến hiệu suất trong dịch vụ bằng cách thay đổi sự phân bố ứng suất trong thành phần hàn. Quản lý lượng kim loại mối hàn là rất quan trọng để đạt được mối hàn hiệu quả, tiết kiệm chi phí và cấu trúc âm thanh đáp ứng các tiêu chuẩn thiết kế và chất lượng được chỉ định.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Quá nhiều kim loại phụ cho tốc độ hàn được sử dụng | Tăng tốc độ hàn hoặc giảm lượng kim loại phụ |
| Đường kính điện cực quá lớn | Sử dụng điện cực có đường kính nhỏ hơn, hoặc tăng góc khớp |
| Rãnh quá nhỏ hoặc không vát | Sử dụng rãnh vát |
| Đầu vào nhiệt quá thấp | Sử dụng nhiệt đầu vào cao hơn |
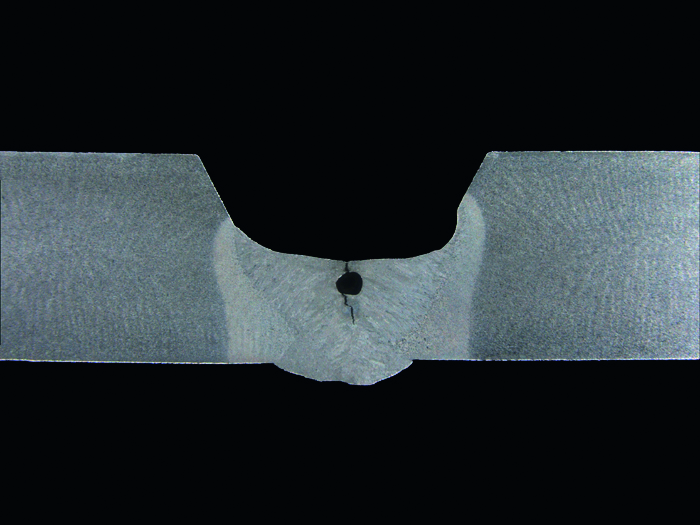
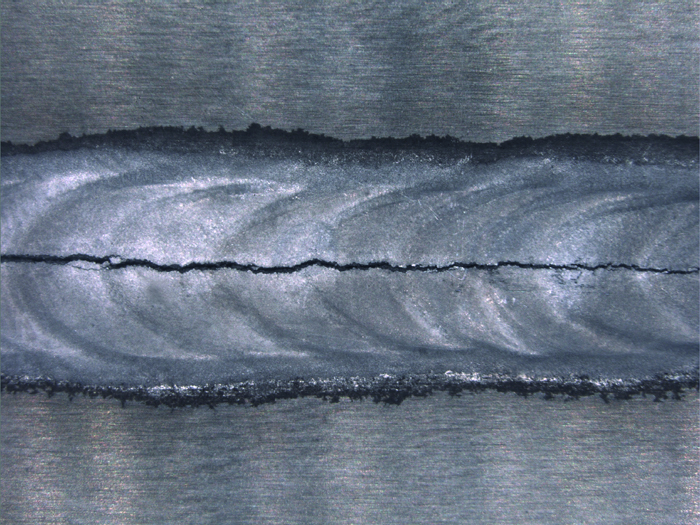
Các vết nứt (ví dụ: nứt nóng)
Các vết nứt trong hàn, chẳng hạn như nứt nóng, là một trong những khuyết tật nghiêm trọng nhất có thể xảy ra trong quá trình hàn. Những vết nứt này xảy ra khi ứng suất cục bộ vượt quá độ bền kéo cuối cùng của kim loại cơ bản. Ứng suất phát triển khi mối hàn nguội đi và đông đặc lại. Loại nứt này có thể được gây ra bởi nhiều yếu tố, bao gồm lựa chọn vật liệu độn không đúng cách, hàm lượng tạp chất cao trong kim loại cơ bản, đầu vào nhiệt quá mức và tốc độ làm mát nhanh. Điều cần thiết là phải hiểu các cơ chế đằng sau nứt nóng và tuân theo các thực hành hàn thích hợp để ngăn ngừa khuyết tật bất lợi này, đảm bảo tính toàn vẹn và tuổi thọ của các cấu trúc hàn.
| NGUYÊN NHÂN CÓ THỂ | LÀM THẾ NÀO ĐỂ TRÁNH? |
| Tỷ lệ chiều rộng / chiều sâu quá thấp cho mối hàn | Đảm bảo rằng tỷ lệ chiều rộng / chiều sâu của mối hàn trên 1 với thép không hợp kim / trên 1,5 với thép không gỉ |
| Ứng suất cao do lượng giãn nở nhiệt lớn | Giảm thiểu mức độ hạn chế bằng cách sử dụng chuẩn bị cạnh thích hợp và lắp khớp chính xác |
| Hàm lượng carbon cao trong mối hàn | Sử dụng vật liệu độn hàm lượng carbon thấp |
| Kim loại phụ sai | Sử dụng kim loại phụ phù hợp |
| Phân tách tạp chất vào trung tâm của mối hàn | Chọn vật liệu cơ bản có ít tạp chất hơn |






